
Y軸のレールにテーブルを取り付けます。テーブルはリニアガイドのレールに直接付けても良いのですが、テーブルを交換する事も考えて2重構造にします。テーブルに傷をつけて交換するという場合を考えての事です。(あまりないとは思いますが)
他にも予算の都合や重量の関係で鉄製のテーブルではなくてアルミ押し出し材を使ったテーブルにする事も可能です。私の場合は最初はアルミ押し出し材のテーブルにしてましたが、その後鉄製のテーブルにバージョンアップしました。自作CNCフライスの良いところはバージョンアップが色々と出来るところです。まずはレールを固定する部分です。レールを固定するためのM3ネジ穴がレールに合わせて入れてあります。また真ん中にある大きな穴4つはボールネジのサポートユニットを固定するためのM8ネジ穴です。板厚は8mmにしてあります。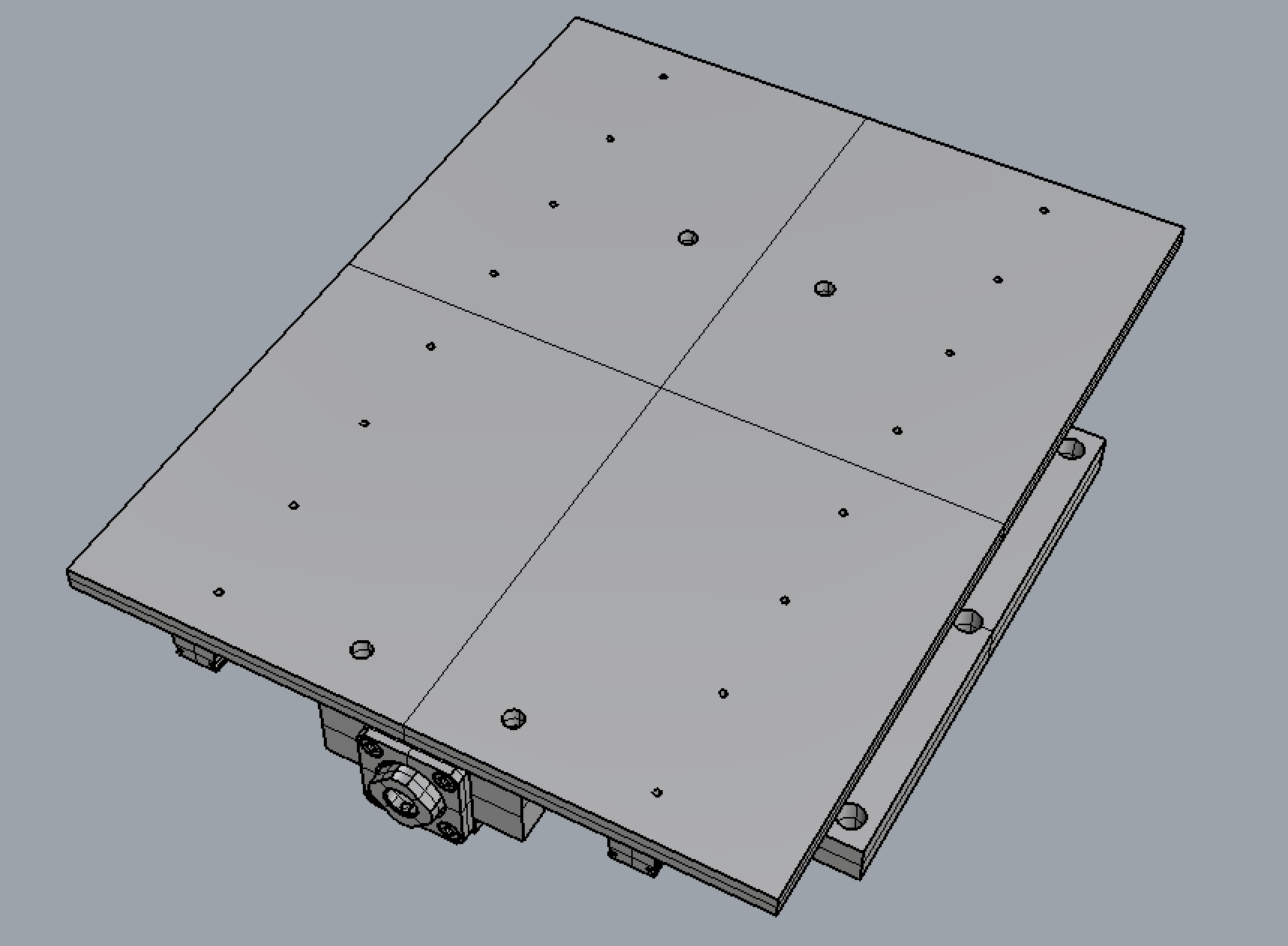
上図ではリニアガイドを固定するためのネジ穴、ボールネジのサポートユニットを固定するためのネジ穴だけが開けてあります。これからテーブルを固定する穴、前面と後面のプレートを固定するためのネジ穴を開けることになります。
まずはテーブル本体です。自作CNCではアルミフレームを使うのが定番となっているようです。ここら辺とかエヌアイシ・オートテック。溝にナットを入れて工作物を固定も出来て便利ですがアルミです。表面も平らではないので色々と不満があります。私も以前はこのアルミ材のテーブルを使ってました。簡易に作るのであればこちらでも良いですが、せっかくですので鉄でしっかりしたテーブルを作りたいと思います。M8のTスロットナットに合わせてテーブルの設計をします。
スロットナットは次のようなものです。
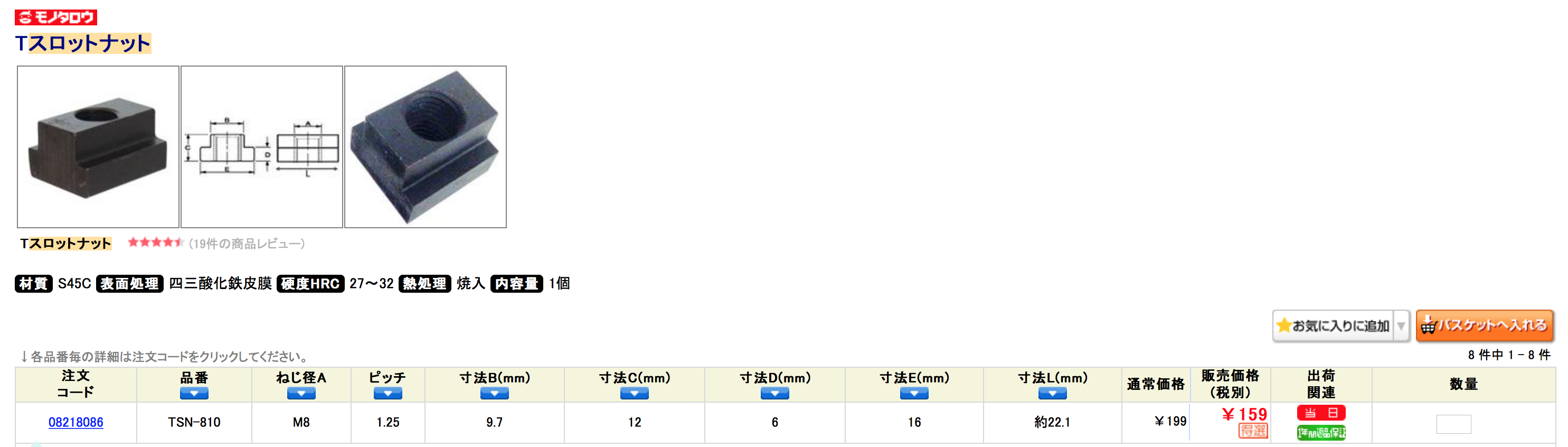
リンクはこちら。ちなみにネジ穴を自分で作る場合には穴の空いてないナットもあります。これとスタッドボルト、ステップクランプ、ステップブロックがあれば材料をクランプ(固定)して切削ができます。
テーブルでもう一つ考えておきたいのが切削液の循環です。切削材によっては水溶性切削液をエンドミルにかけながら切削を行います。ポンプを使い切削液の循環を行いますがこの液が流れる道を用意しておきます。
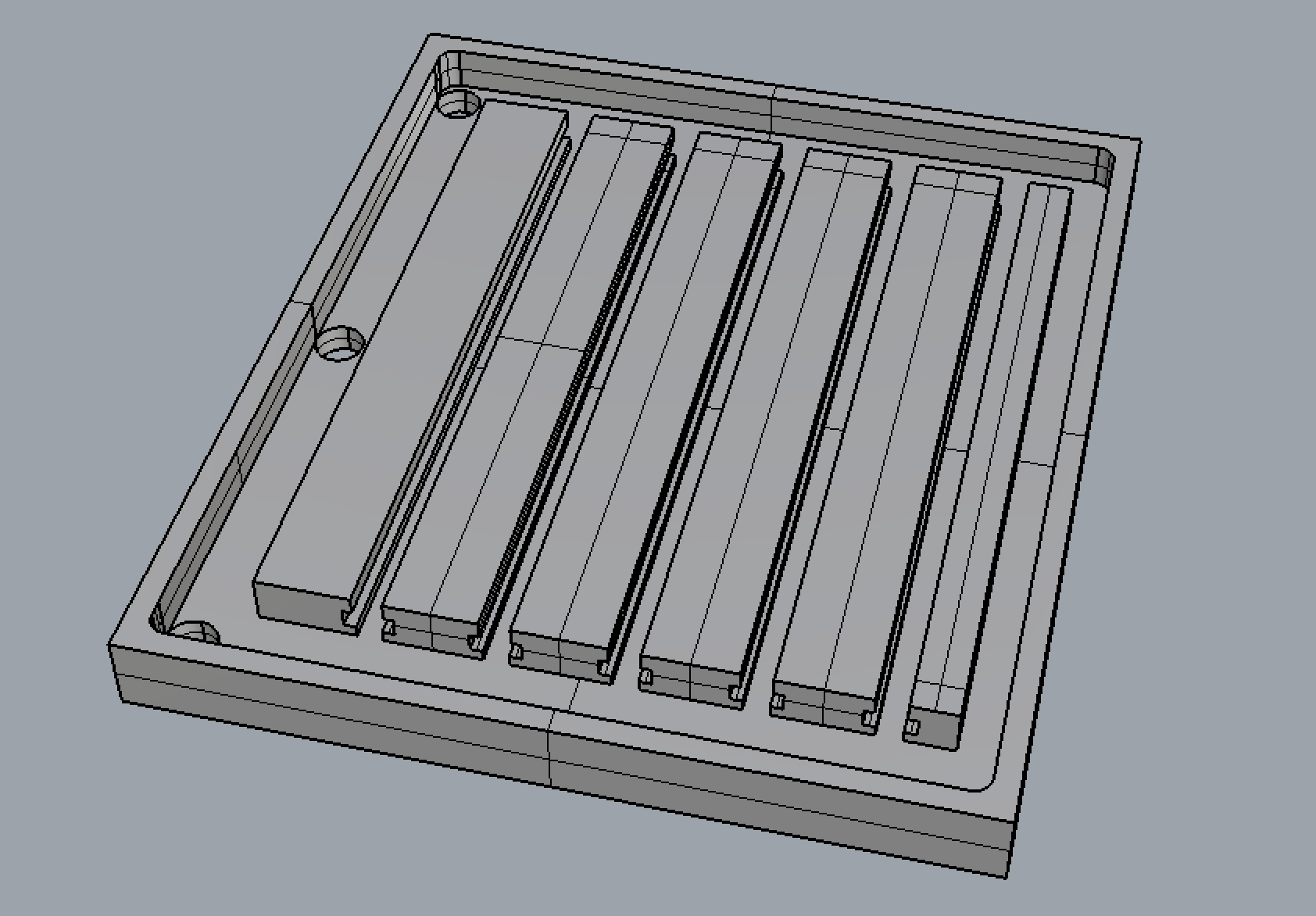
形状は上図のような感じになります。Tスロットナットを入れるための溝、向かって左側には切削液を排出するための穴が空いています。この穴にテーパータップでネジを切ってホースニップルを入れます。ホースニップルはこういう物。リンクはこちら。

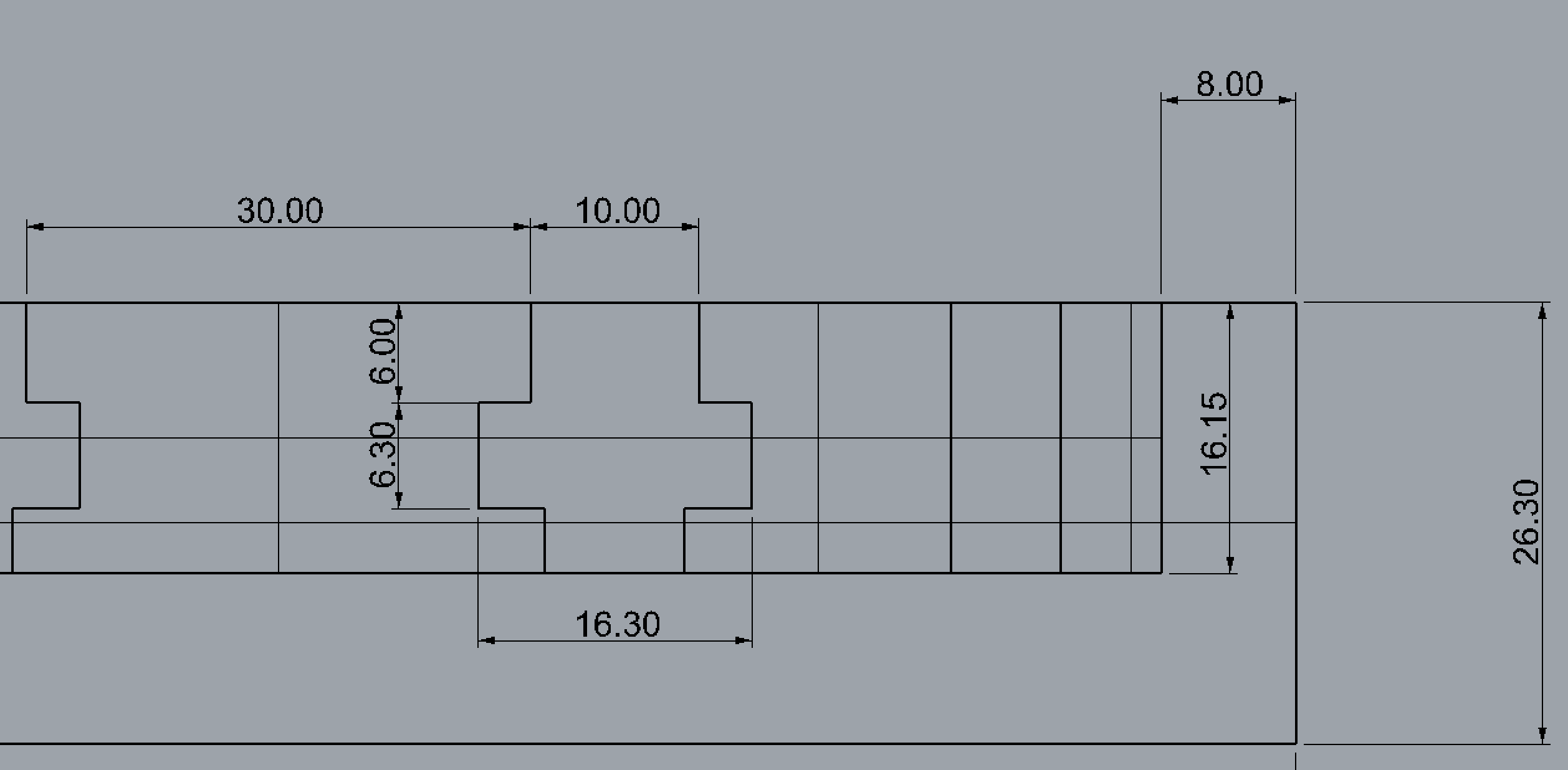
テーブルの断面図は次図の通り。
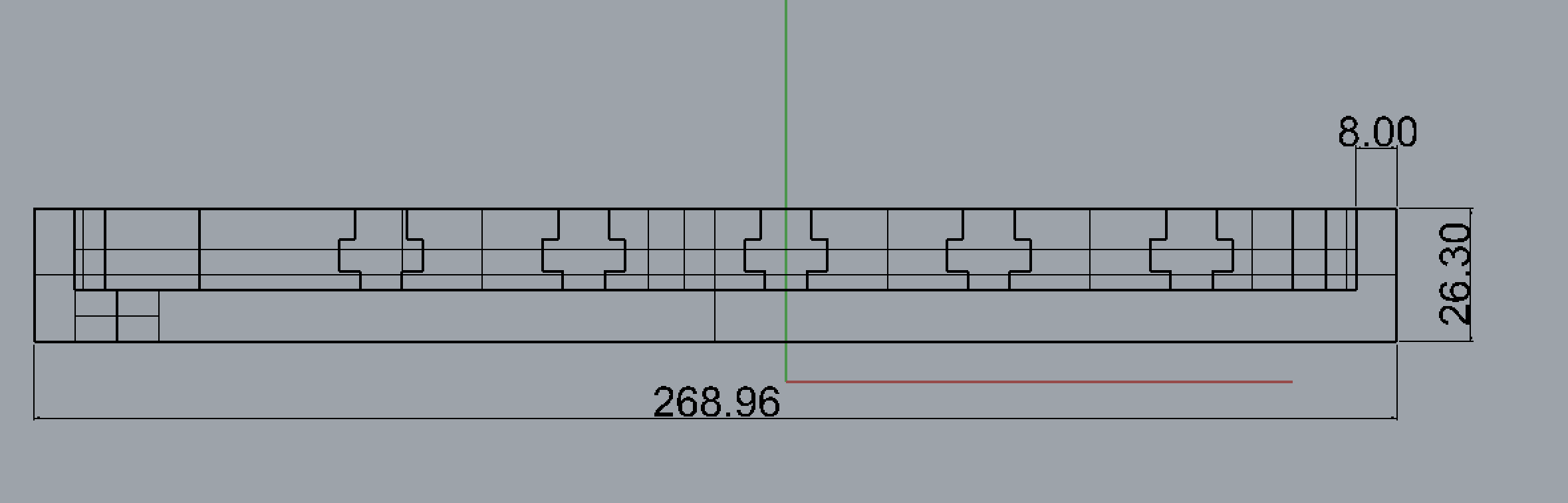
Tスロットナットが入る部分の拡大図は次の通りです。切り込みが十字に入ってます。Tスロットナットの下にも隙間をつけて切削液が流れるようにしています。
上から見た図。
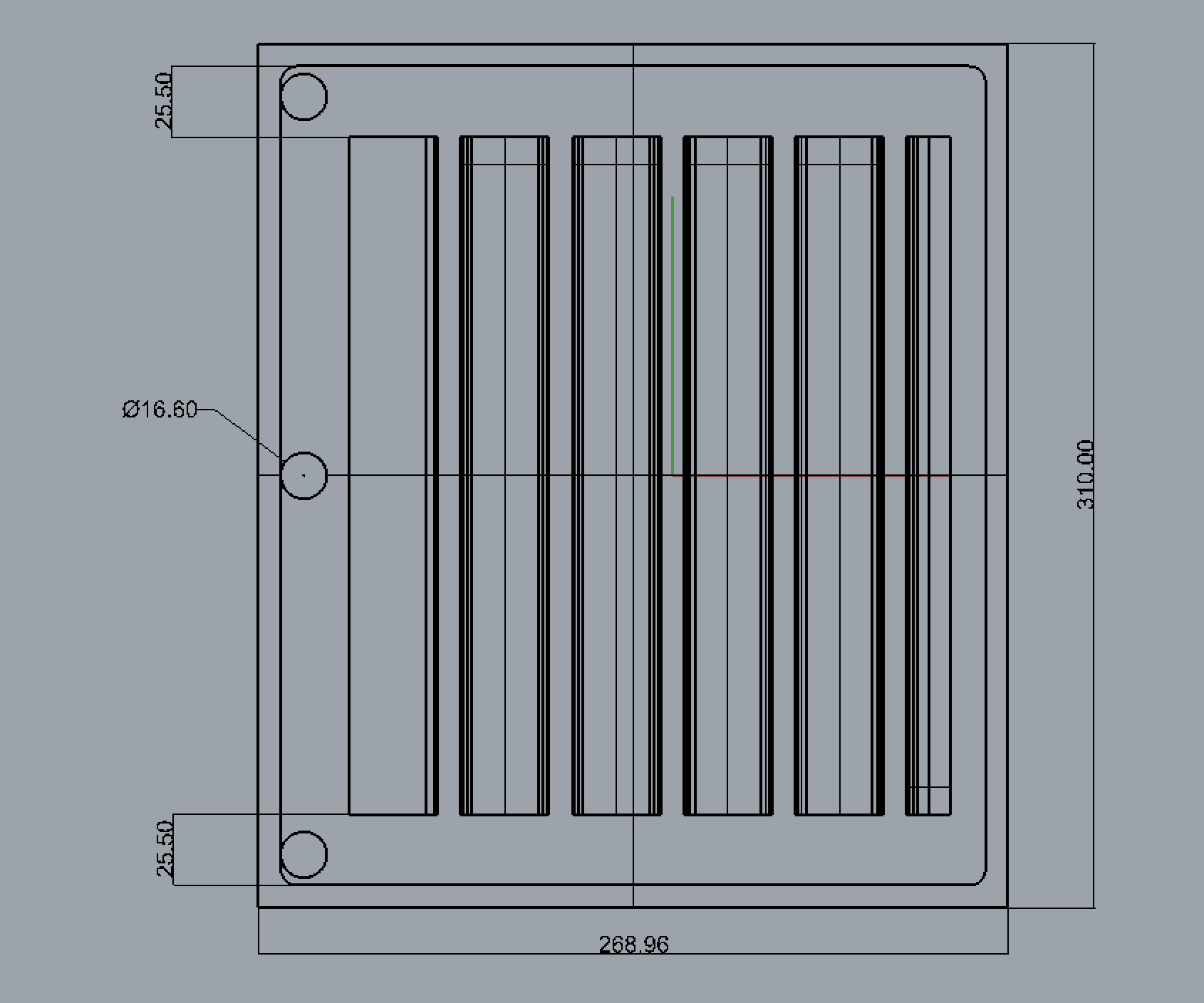
なんか288.96とか半端な寸法が出てます。269とかにしたほうが良いですね。
ちょっと長くなってきたのでテーブルの取り付けと前面パネルは次回にします。