
テーブルとX軸の平行をチェックしながらX軸のリニアガイドを固定します。まずテーブルの上に基準となる板を敷きます。この板は2面ロータリー仕上げのSS400の板です。誤差は0.01mmらしいのでこれを基準に調整を行います。ガラス板を使う場合もありますが、ガラス板ってものによってはかなりの歪みがあったりもします。
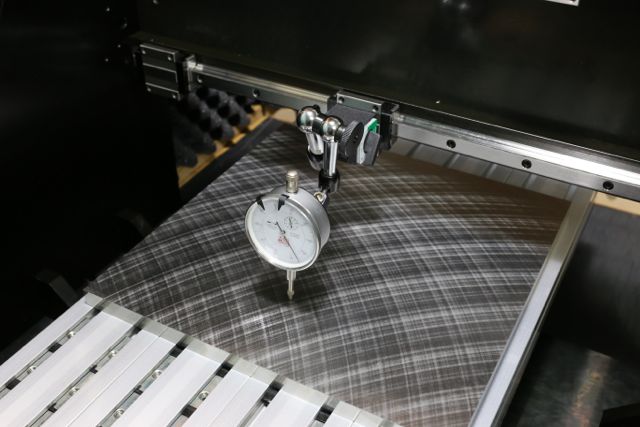
テーブルに置いた基準のための板です。テーブルにしているアルミフレームは上面が曲がっているのでそのままでは基準をとれません。そこで大きめの鉄板を敷いて基準とします。ダイヤルゲージを下側のリニアガイドに付けて左右に動かしメーターが動かない様に微妙に動かしながら調整します。左右で今回は左右で0.02mmの違いまで調整しました。最終的にテーブルの下にシムを入れて平行を調整する事もあるのでここではそれほど追い込みません。
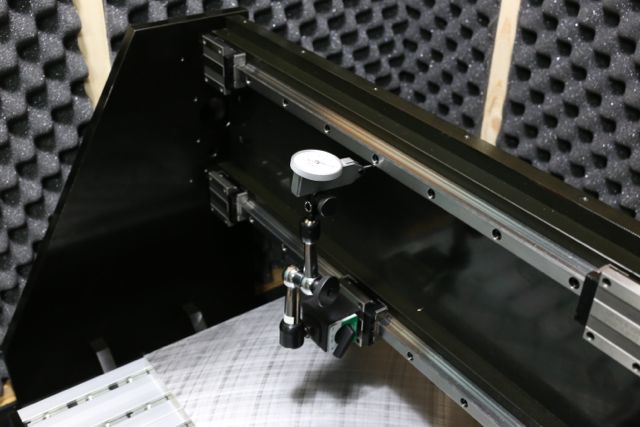
次に下のリニアガイドを基準にして上のリニアガイドを調整します。レバー式のダイヤルゲージを取付けて左右に動かし誤差が無くなるように調整します。最初に全体のボルトを緩く締めてその後、ゲージを見ながら徐々に強く締めて固定します。この部分はゲージがほとんど動かなくなるまで調整できました。Y軸、X軸と揃って来てCNCフライスらしい姿が見えて来ました。