
 Y軸とテーブルができたのでX軸、Z軸と設計を進めますが、先にスピンドル部分を決めておきます。スピンドルは用途と予算に合わせて自由に選んでもらって構いません。ただ具体的にモデルが決まらないと設計しにくいのでこれ以上は無いというスピンドルを決めておきます。これ以上というのは大きさ的にも予算的にもという意味です。
Y軸とテーブルができたのでX軸、Z軸と設計を進めますが、先にスピンドル部分を決めておきます。スピンドルは用途と予算に合わせて自由に選んでもらって構いません。ただ具体的にモデルが決まらないと設計しにくいのでこれ以上は無いというスピンドルを決めておきます。これ以上というのは大きさ的にも予算的にもという意味です。
タック技研のTHM-84-20CCにしておきます。最高2万回転、出力400W。コレットチャック式。エンドミル(工具)を固定する方式の定番はコレットチャックです。ホビー用のスピンドルではセットスクリュー式もあります。これはイモネジでエンドミルを締めて固定する方式ですが、構造上必ずブレが出ます。コレットチャック式ではブレが出にくい構造になってます。さらにコレットを変えることにより様々なシャンク(エンドミルのまっすぐな部分の事)径のエンドミルを使う事ができます。上記のスピンドルではER16という規格のコレットを使います。ER16では最大10mmのシャンクまで使う事ができます。10mmが使えると市販のエッジファインダーも使えるので便利です。コレットは3,4,6,8,10を揃えて置くと便利です。私が一番よく使うのは4mmです。
コレットは一個4000円程度します。ヤフオク等でセットでもっと安い物も見かけます。ただ精度がどの程度なのか?
というわけでタック技研THM-84-20CCを選びます。このスピンドルモータは円柱形で固定にはモータブラケットが必要になります。こちらはMB-84.5。ちなみにお値段ですが安くはありません。ホビー用のCNCフライスが一台余裕で買えてしまう金額です。購入もネット通販では扱ってないので近くの取り扱い商社を探して見積もりを取りましょう。
安く済ませたいという方にはER16コレットが使えて18,000回転まで回るスピンドルがあります。こちらはネット通販でも買えます。購入はコチラ。イタリアのTEKNOMOTORというブランドです。こちらのスピンドル、軸のブレが0.05mm程度はあります。そこは覚悟して使ってください。
スピンドルのCADデータは無いのでPDFの図面を元に書きます。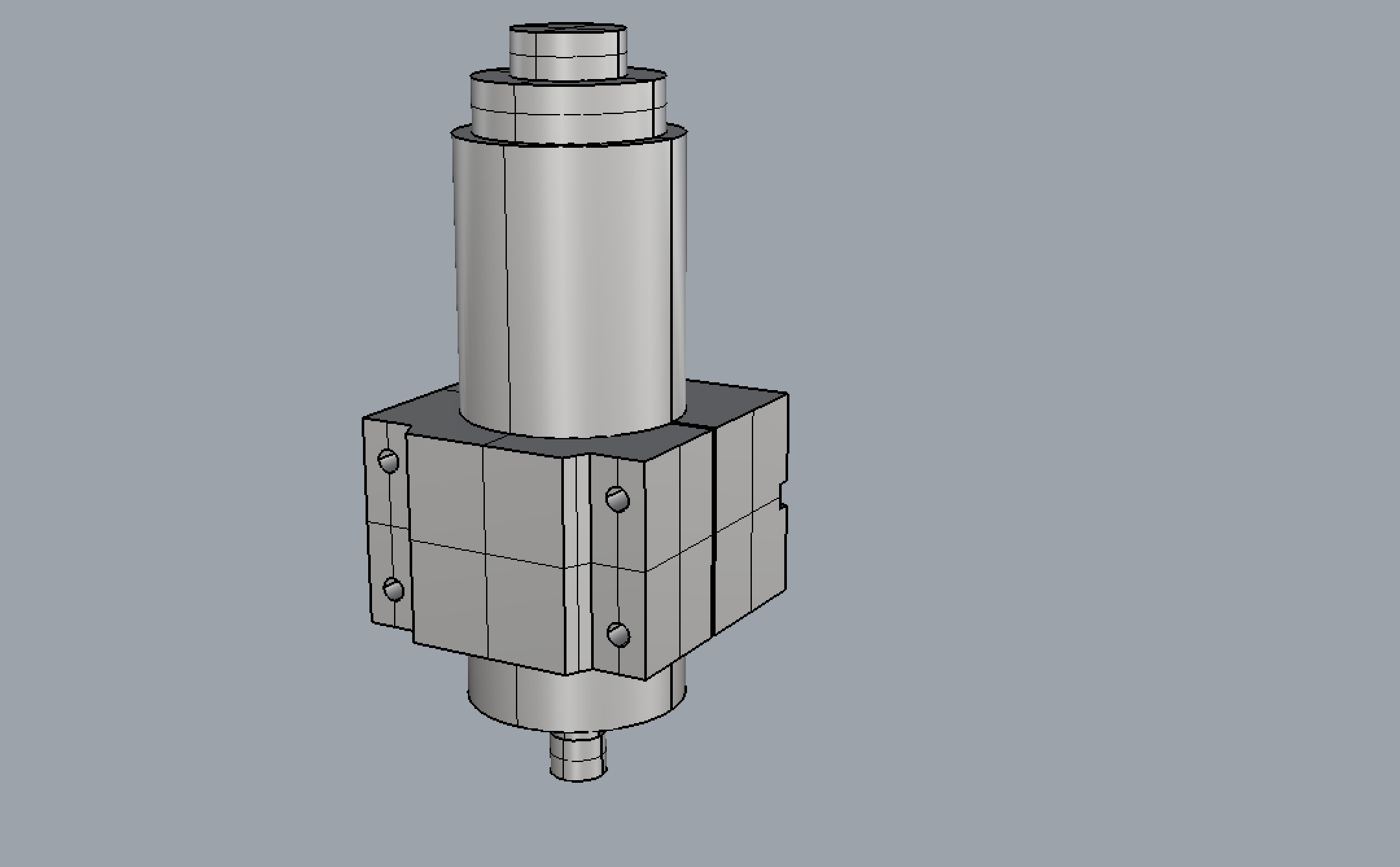
スピンドルへのマウントの取り付け位置ですが、PDFには記述がありません。見積もりを取った時に商社から送られてきたPDFの図面には載ってました。

下から30mmの位置にマウントを取り付ければ良いようです。
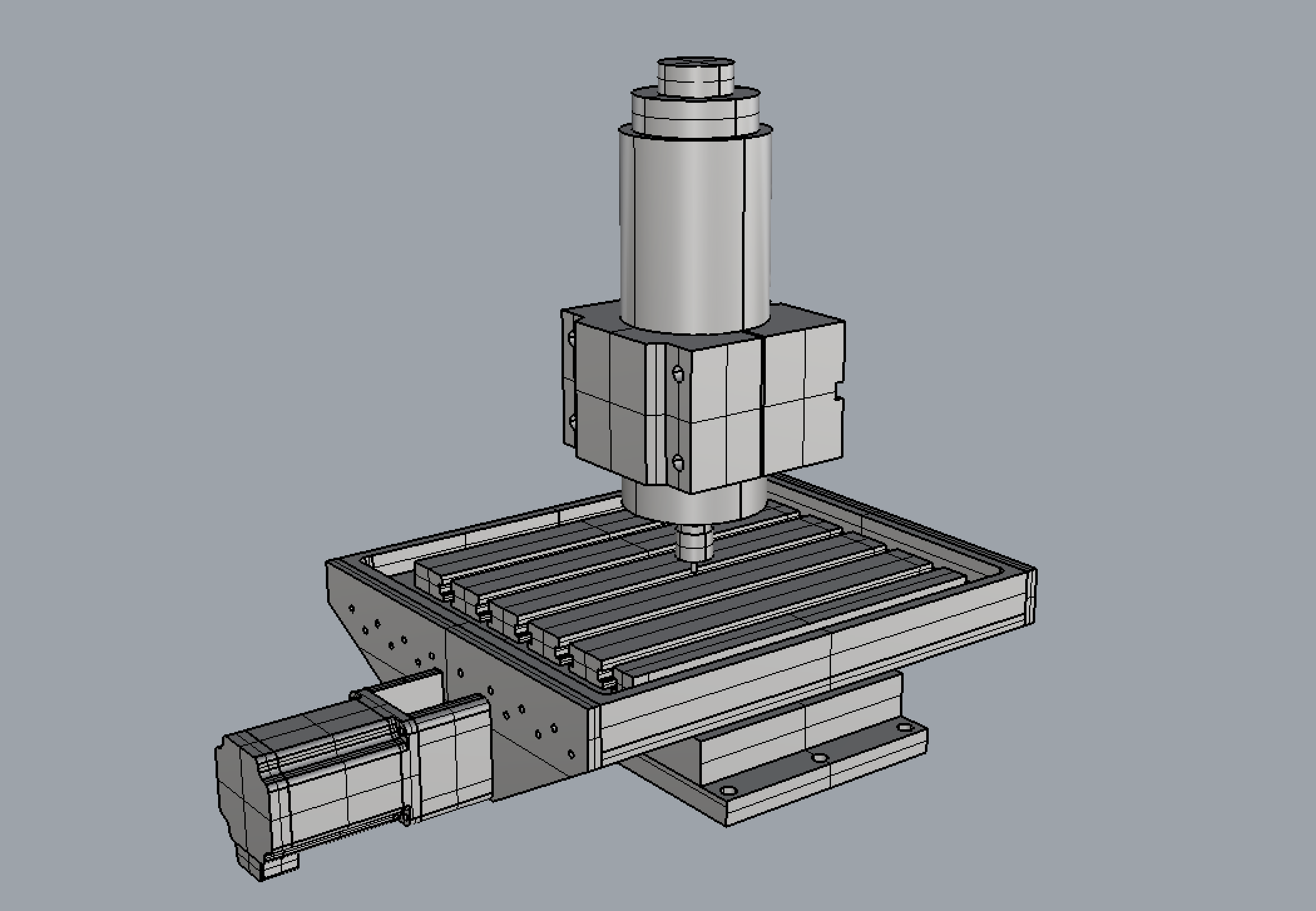
コレットからエンドミルを10mm出した状態でテーブルに接触するように位置を決めてみます。
Z軸の移動量は100mmとしていたので上に移動した時は次図のようになります。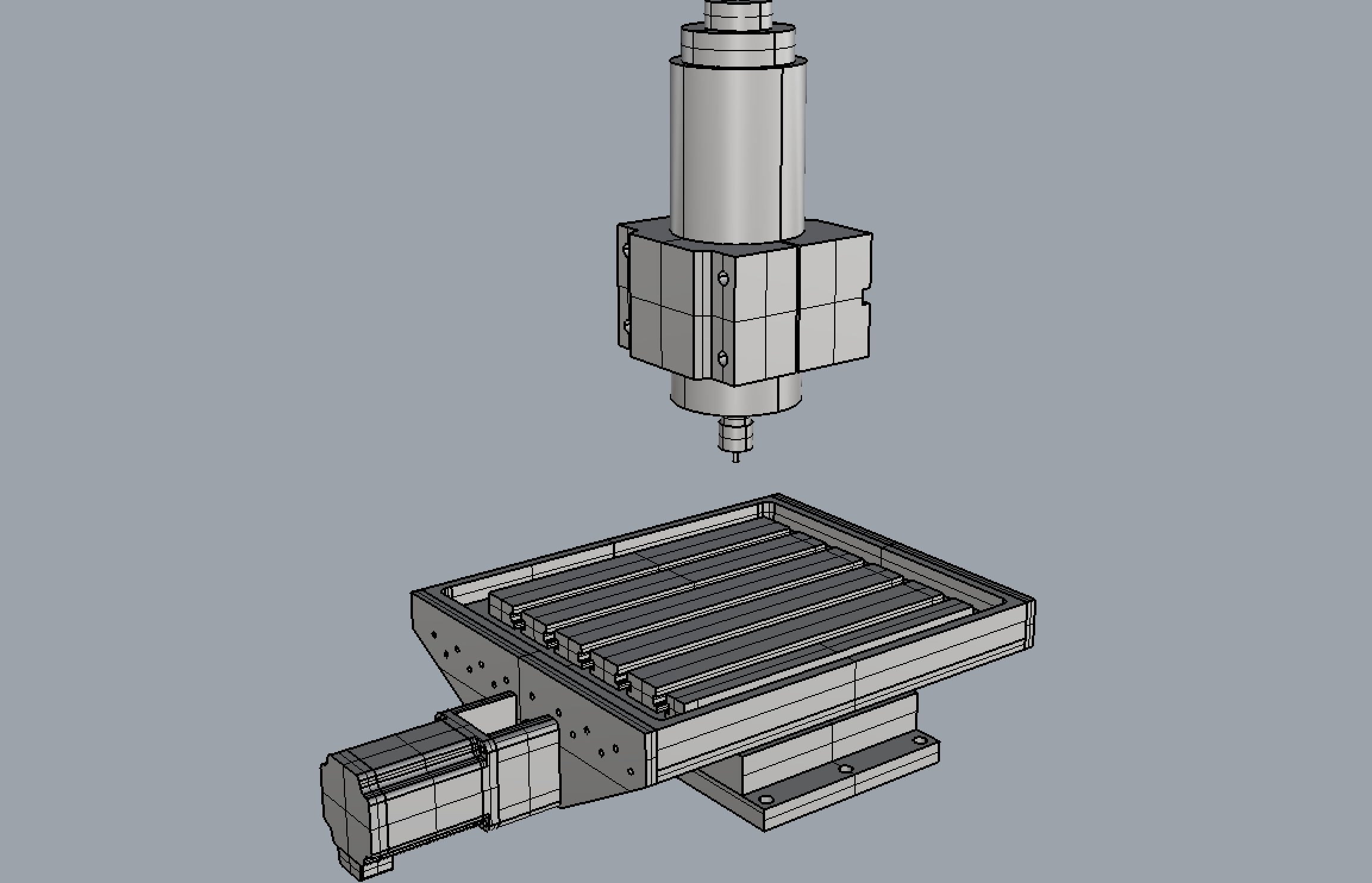
高さ100mmの材料を削ることはまず無いと思います。でも高さ50mmの材料を削ることはあるかと思います。その時の切り抜き加工を考えると材料50mmとエンドミル50mmの合計100mmが無いと加工ができません。太いエンドミルで加工する時には50mm厚ぐらいはやることもあります。ということでこの仕様で進めます。