切削用のGコードを作るのに今までRhinoCAMを使っていましたがFusion360に乗り換えたいと思います。その忘備録。
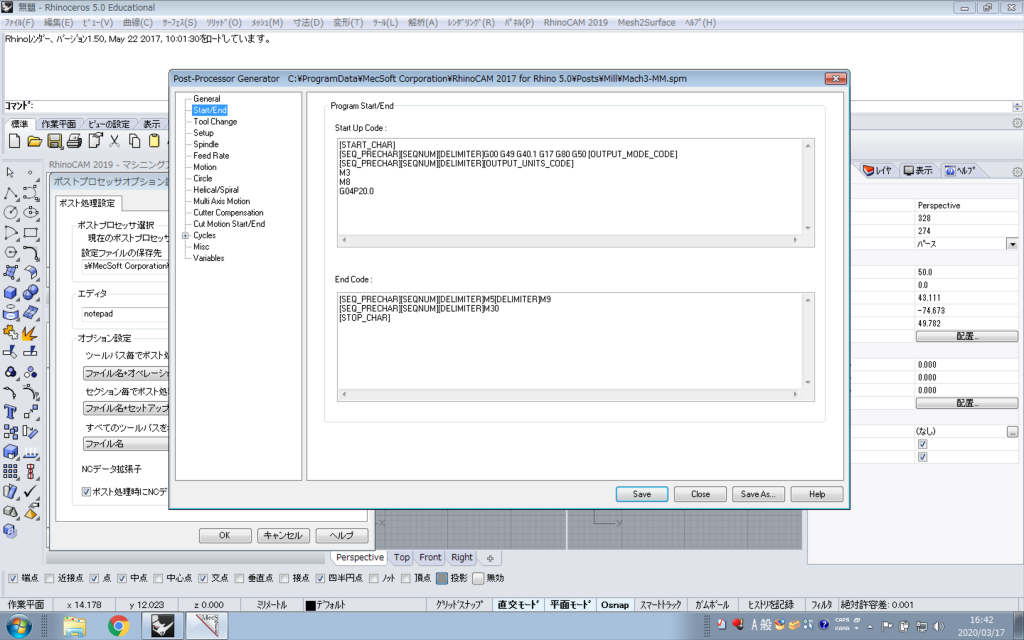
標準のMach3ポストプロセッサでは最初にZ=0に移動したり、最後に原点に移動する、スピンドル起動直後の待ち時間が無い、など使いにくい点があります。それを改善します。

切削用のGコードを作るのに今までRhinoCAMを使っていましたがFusion360に乗り換えたいと思います。その忘備録。
標準のMach3ポストプロセッサでは最初にZ=0に移動したり、最後に原点に移動する、スピンドル起動直後の待ち時間が無い、など使いにくい点があります。それを改善します。
スタイロフォームをカットするCNCマシーンを作りました。制御はProcessingで作ったオリジナルのソフトウェア。オリジナルマインドさんのものづくり文化展で「Aircode賞」を受賞! 続きを読む
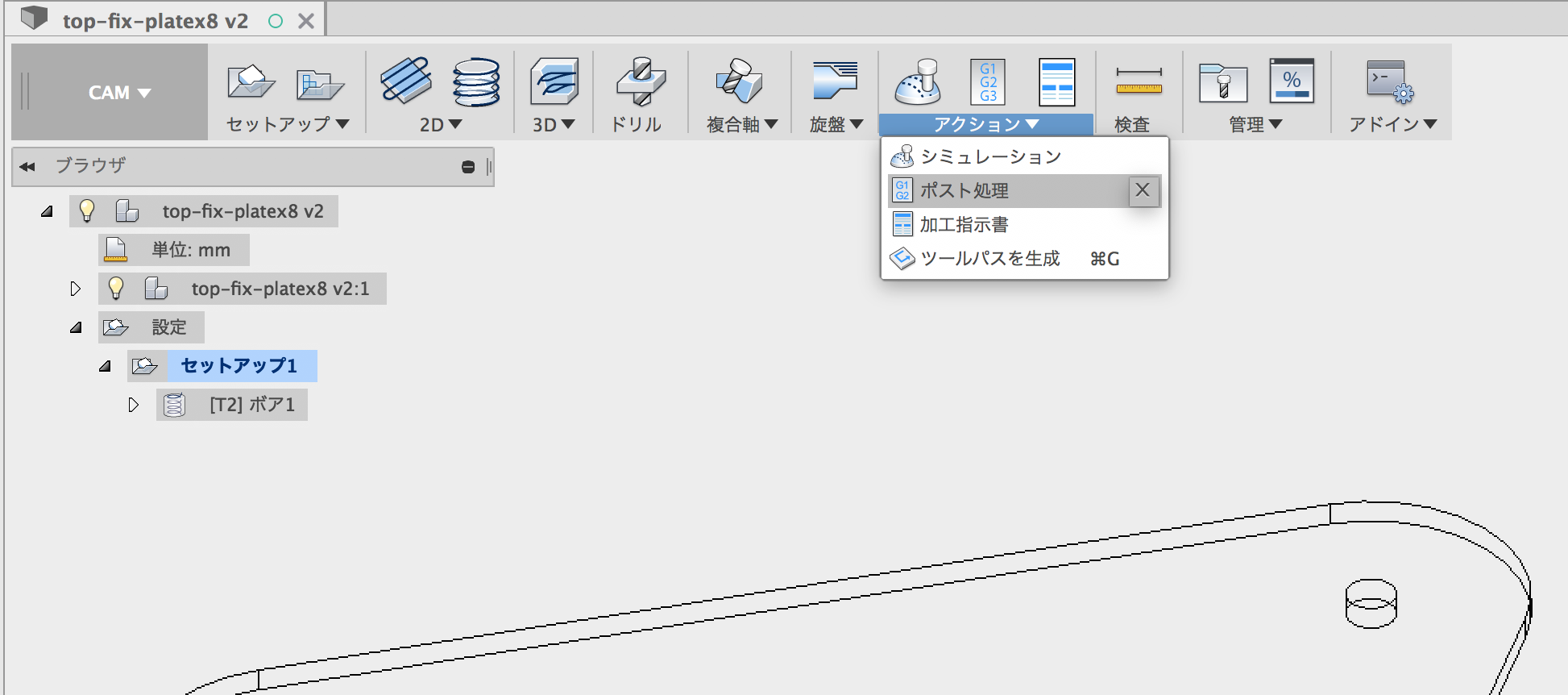 Fusion360のCAM機能でCNC工作機械を動かすためのGコードを作成する処理をポスト処理と呼びます。その時に使っている機械に合わせたGコードを作成する必要があります。ホビーユーザーであればMach3かUSBCNCを使っている人が多いと思います。私はMach3を使っています。Fusion360にはMach3用のGコードを作成するポストプロセッサが用意されています。このファイルをカスタマイズする方法を紹介します。 続きを読む
Fusion360のCAM機能でCNC工作機械を動かすためのGコードを作成する処理をポスト処理と呼びます。その時に使っている機械に合わせたGコードを作成する必要があります。ホビーユーザーであればMach3かUSBCNCを使っている人が多いと思います。私はMach3を使っています。Fusion360にはMach3用のGコードを作成するポストプロセッサが用意されています。このファイルをカスタマイズする方法を紹介します。 続きを読む
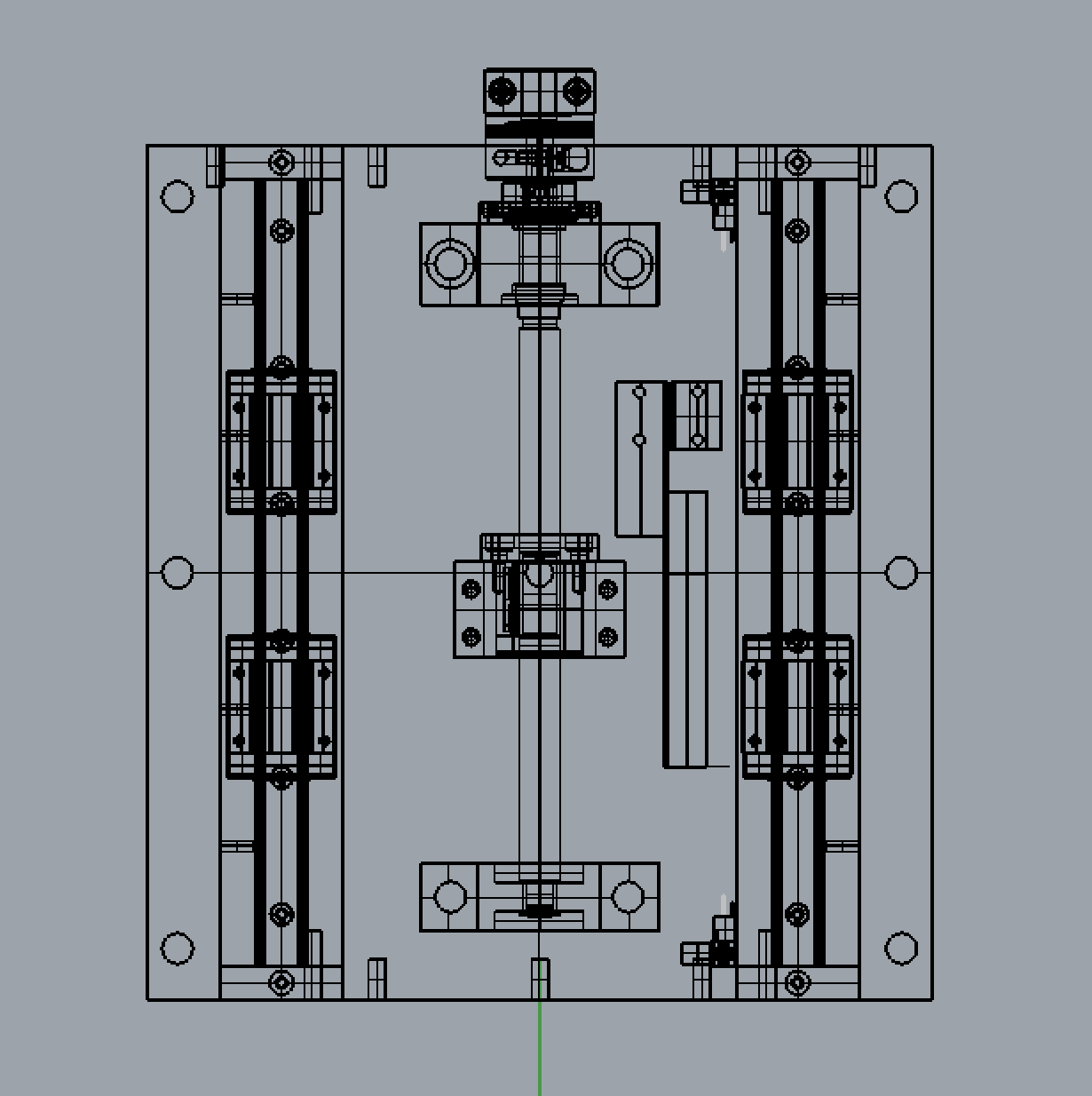
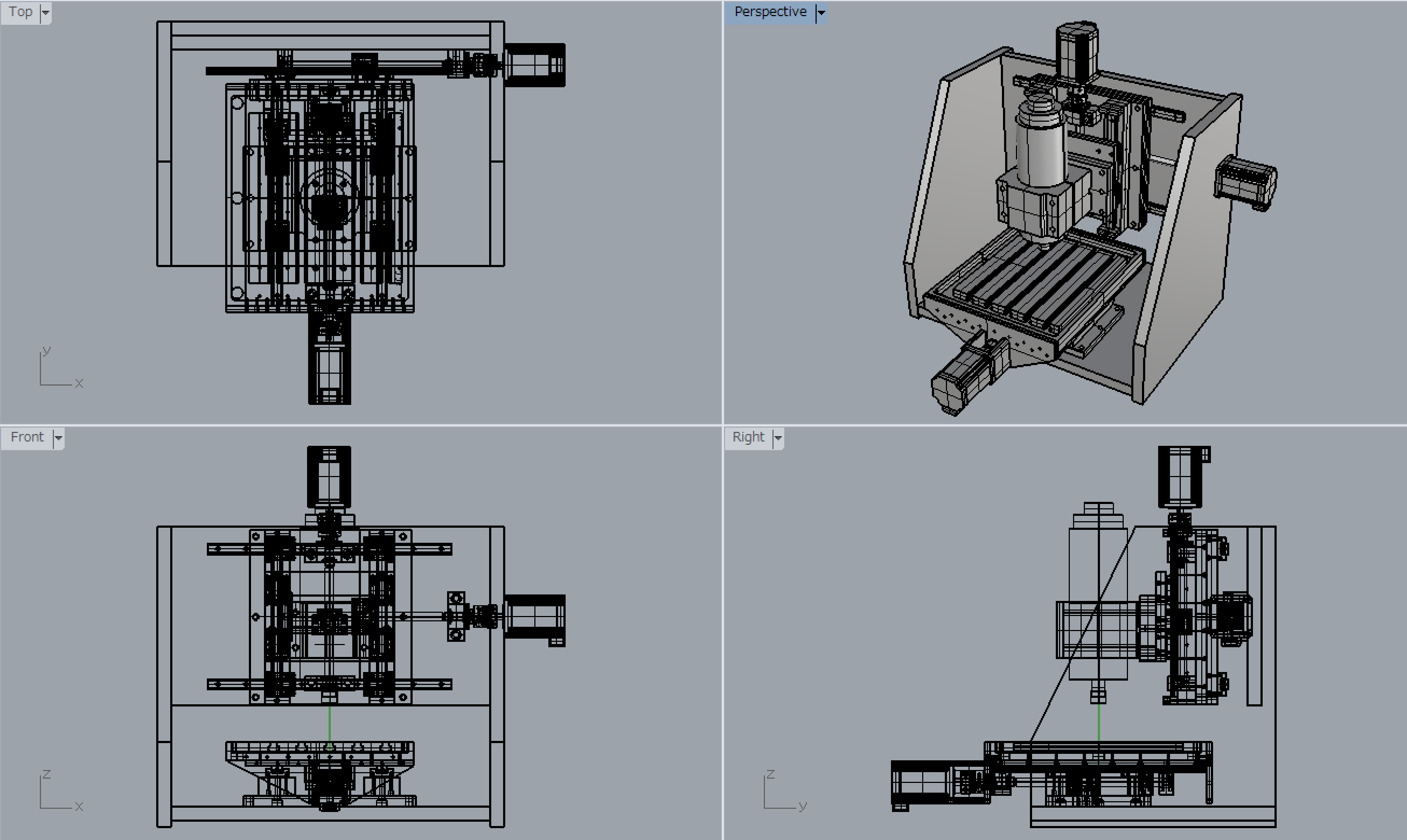
各軸にリミットスイッチを取り付けます。この目的はリニアガイドやボールネジの破損防止です。リミットスイッチを原点に使う人もいますが、私は使った事がありません。理由はメカニカルスイッチやフォトインタラプタに1/1000mmの繰り返し精度を期待するのが無理だろうという理由です。加工時の原点はセットした材料に合わせて出しています。
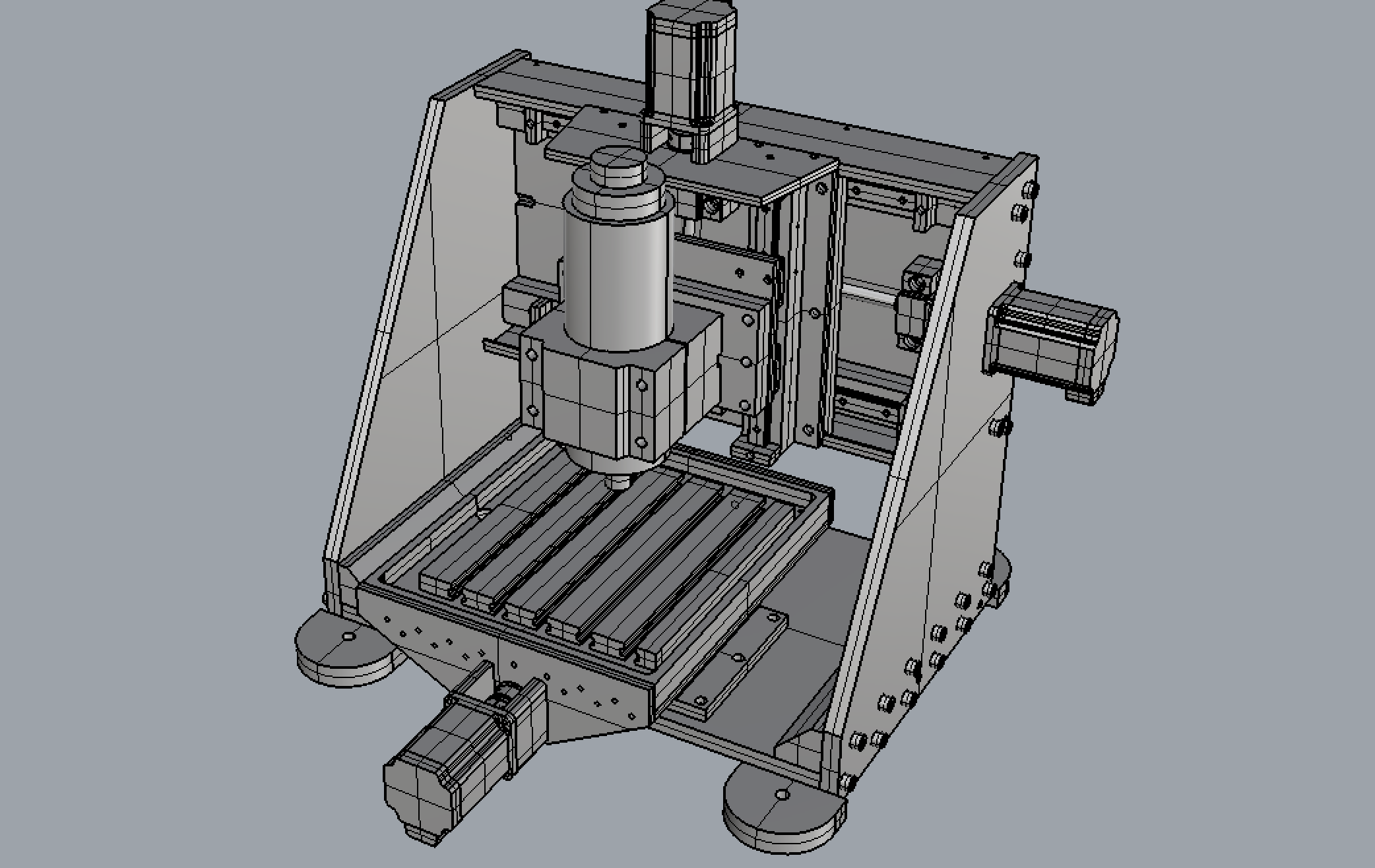
前回重量を計算してみましたがさすがに重すぎます。目標は全体で100kg前後だったのですが大幅オーバーの175kg。
軽量化して目標値に近づけます。軽量化はフレームを20mm厚から15mmに変更。X軸、Z軸まわりで15mm厚の部分を10mmに変更といった具合で進めます。
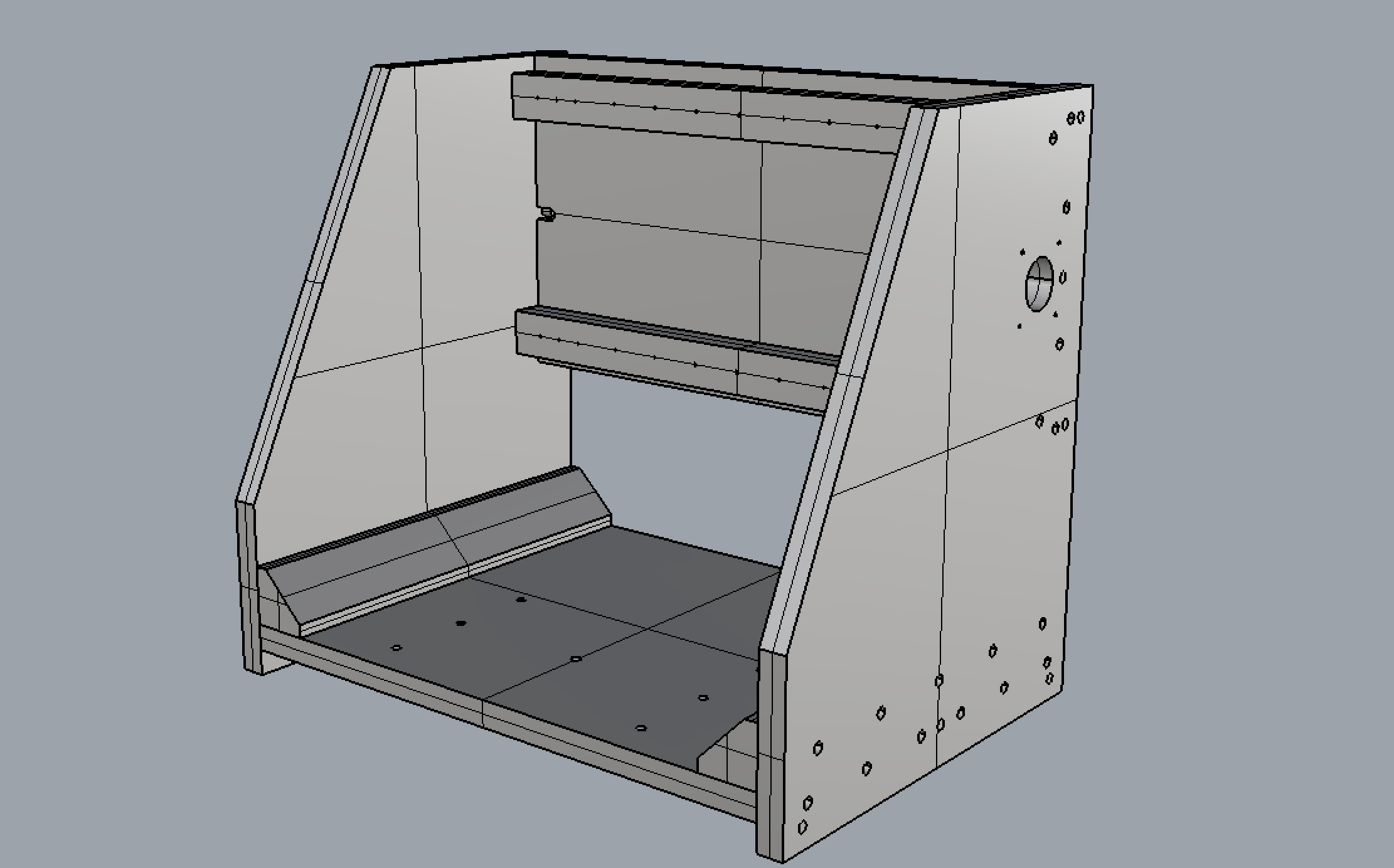
それではフレームを止めるためのボルト穴を作っていきます。ボルトはM8を使用します。両サイドのフレームいたから後ろの板、底の板を止めるためのボルトを通します。底と側面の板には補強のための部品を入れます。他の部品や穴同士が干渉しないように場所を決めていきます。
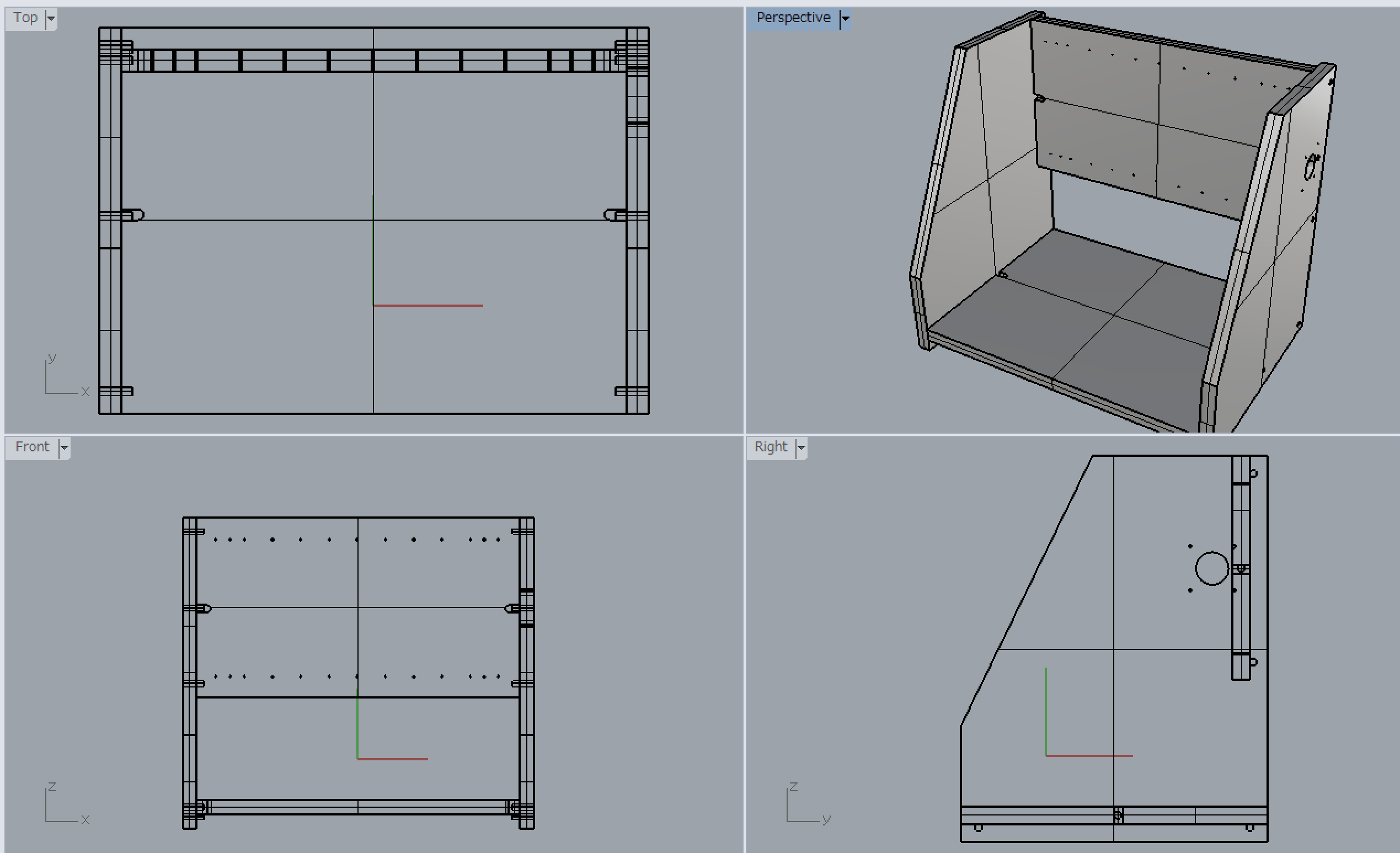 フレームの形状が決まったところで組み立てに必要な平行ピンについて設計します。フレームはボルトで組み立てますが、それぞれの板が正確な位置に決まるように平行ピンをフレームに打ち込んでおきます。平行ピンの位置は穴あけ位置で決まります。フレームのボルトを締める時に平行ピンに押し当てるようにしながら締めます。そうすることにより精度よく組み立てができます
フレームの形状が決まったところで組み立てに必要な平行ピンについて設計します。フレームはボルトで組み立てますが、それぞれの板が正確な位置に決まるように平行ピンをフレームに打ち込んでおきます。平行ピンの位置は穴あけ位置で決まります。フレームのボルトを締める時に平行ピンに押し当てるようにしながら締めます。そうすることにより精度よく組み立てができます
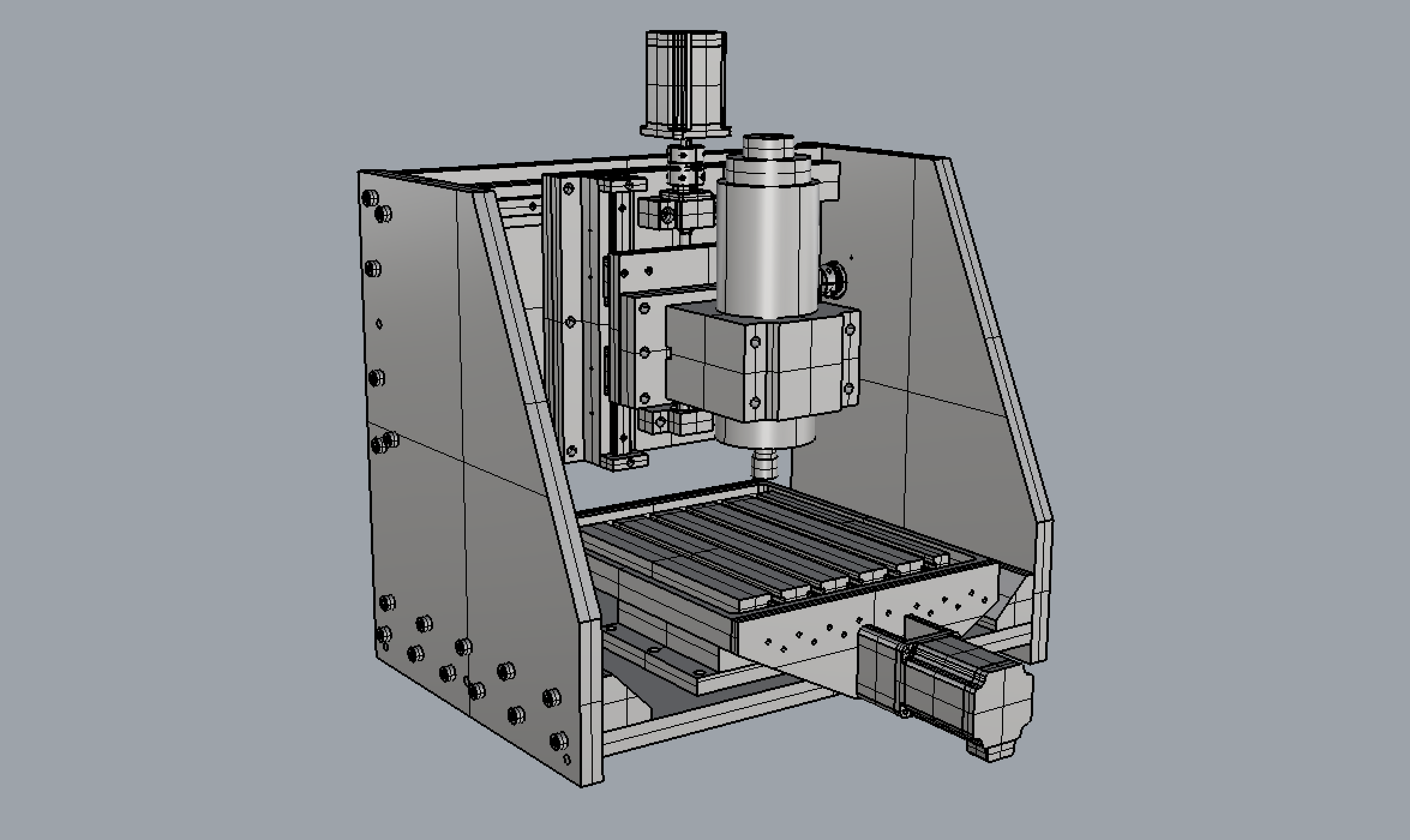
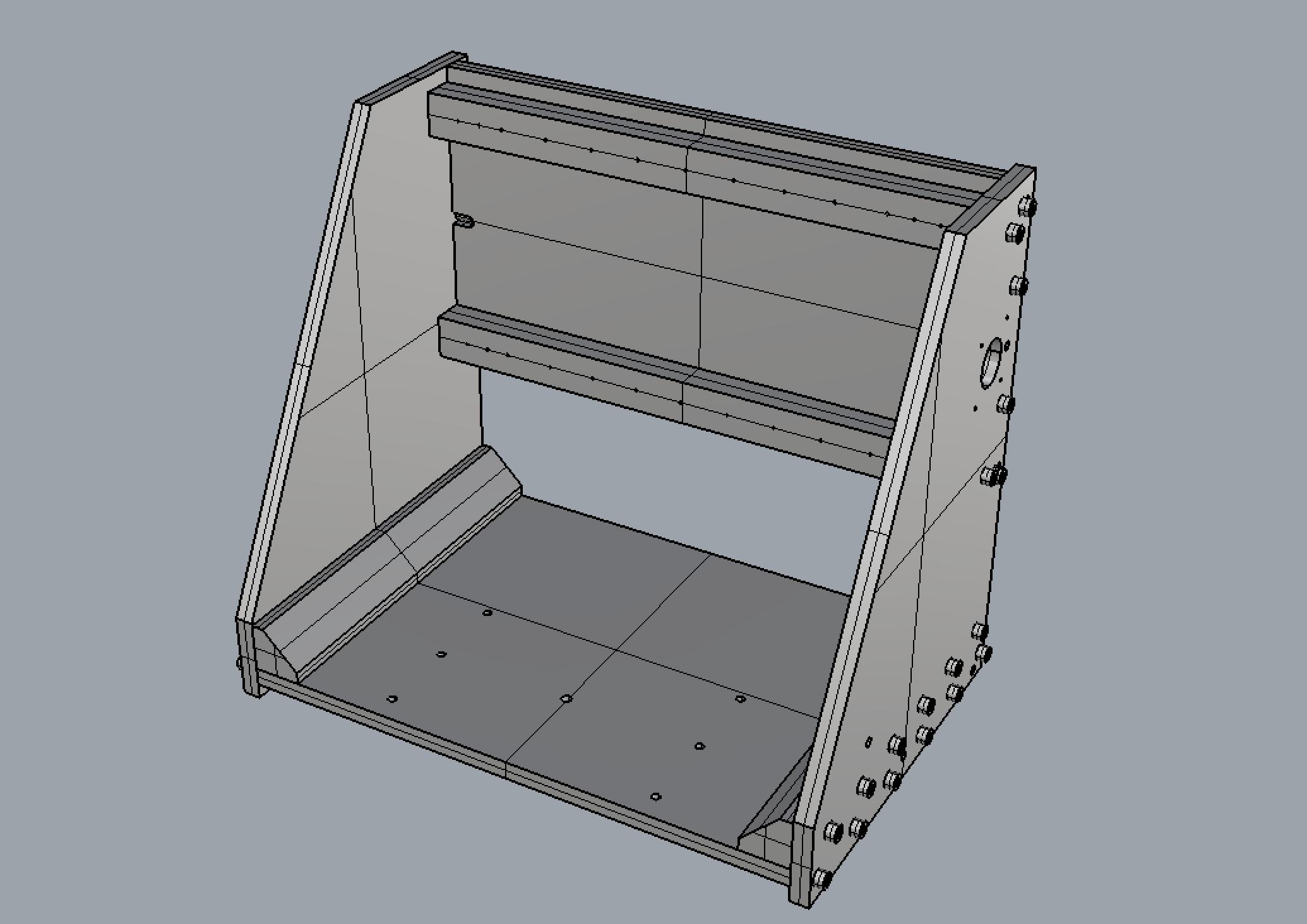
 いよいよフレームの設計に入ります。フレームは20mm厚のSS400で作ります。鋳物で作ると一番良いのかもしれませんが予算的に無理だと思うのでSS400にします。
いよいよフレームの設計に入ります。フレームは20mm厚のSS400で作ります。鋳物で作ると一番良いのかもしれませんが予算的に無理だと思うのでSS400にします。